
A Brief Guide to Gate, Ball, and Butterfly Valves
Category : Blog | September 29, 2023 | By rzbm19Valves play a crucial role in various industrial and non-industrial processes. Regulating the flow of fluid (gases, liquids, fluidized solids, or slurries) through pipelines other equipment, and valves helps to keep industrial operations running smoothly.
Generally, valves have a specific purpose – it is to regulate, direct, or control the movement of substances by either opening or closing the system, or by partially obstructing them. To put it simply, valves serve as gatekeepers that allow or restrict the flow of fluids within a system. You can find the applications of valves in a diverse range of sectors such as oil and gas, chemical processing plants, power generation plants, water supply systems, wastewater treatment, manufacturing facilities, and many more. Industrial valves are designed to handle different types of fluids with precision control over their flow. The right selection of valves, proper installation, and regular maintenance of valves help in improving the overall functionality and safety of industrial operations.
Valves are categorized based on their functional designations such as isolation, non-return, regulation, safety, and special purpose. Let us look into the most common types of valves used in different industrial applications:
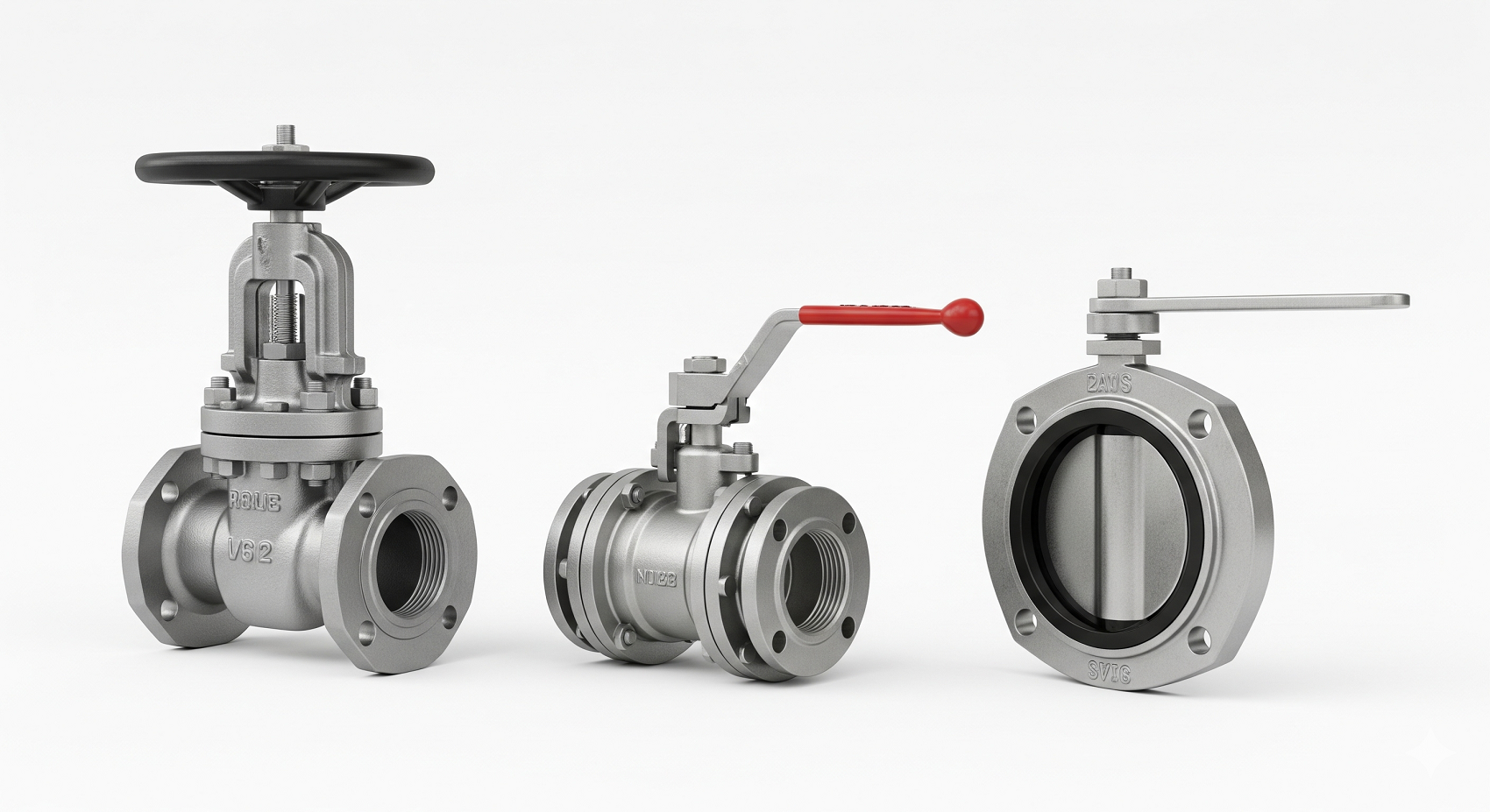
Butterfly valves
Butterfly valves fall into the family of quarter-turn valves. As the name implies, quarter-turn valves function by rotating the valve stems 90 degrees clockwise or anticlockwise direction. Butterfly valves with their quarter-turn rotational functionality are used mainly in pipelines to shut off flow and are often used to regulate the fluid flow as well. Butterfly valves consist of a metal rotating disc positioned in the center of the pipe. The rotation of the metal disc is controlled by an external actuating mechanism through the stem attached to it. The position of the metal disc in this linear-motion valve determines the full or partial flow of the fluid.
Butterfly valves are used in a diverse range of industrial and residential applications, especially in water supply and pumping stations. They also have various use cases in projects requiring flow isolation. What makes butterfly valves a better choice for many industrial and non-industrial applications is their simple construction and compactness. Other key benefits of butterfly valves include their exceptional sealing capabilities for any situation involving low pressure, lower costs, the versatility of size options, smaller installation footprints, and faster actuation speeds.
Ball valves
Ball valves also belong to the category of quarter-turn valves. These unidirectional valves have a hollow, ball-shaped disc that controls the flow of fluid through the system. The movement of the pivoting ball that has been drilled through allows or restricts the passage of fluid. Ball valves can either be actuated using a hand lever or mechanically. Even though ball valves are an ideal choice where tight shut-off is required, they are not recommended for applications that require precision flow. Other notable features of ball valves include easy installation, low maintenance costs, minimal pressure drops, and minimal leakage through wear and tear. The above-listed attributes of ball valves make it a perfect choice for the oil and natural gas industry. Since petrochemical facilities are in remote areas, ball valves with their simplicity of usage and dependability prove to be a perfect choice.
Gate valves
Gate valves, also known as sluice valves or knife valves use a sliding gate or wedge on a threaded operating stem. These linear-motion, isolation valves can allow or restrict the flow of fluid completely. Gate valves only have two service levels – either fully open or fully closed. This means you cannot use gate valves to regulate the flow rate or allow partial flow of fluids. Since gate valves are bidirectional, you can use them to block the flow in both upstream and downstream directions. Tight sealing, minimal pressure loss during operations, relatively simple design, and small fluid resistance of gate valves make it a perfect choice for a wide variety of applications.
There are plenty of valve types available in the market and selecting the right valve for any given industrial operation is crucial. Knowing their features and operations is essential in choosing the right valve type for your project. It is always recommended to gather some basic information on your project requirements before starting your search. You need to check the material, type, and size of the valve that you require. Knowing the chemical compatibility of the liquid or gas type being controlled will help in filtering out the valve material. Other factors include performance requirements – pressure and temperature ranges of the application, actuation method, and maintenance requirements of the valve. Finally, get in touch with a reputed valve supplier. Not only they can offer you the best quality valves, but can also guide you in making an informed decision.
At RZBM, we offer a broad line of competitively priced valves and valve control products, including, but not limited to butterfly valves, ball valves, gate valves, actuators, pressure relief valves, and solenoid valves. If you are not sure about choosing the right valve for your project, get in touch with our team for assistance.




